微型緊固件

定製製造
定製微型緊固件
定製緊固件的獨特功能的一些示例包括壁厚和軸向結構的變化。在許多情況下,MW為其他過程提供了有益的替代方案。例如,我們可以在小軸上積分形成非常大的頭部以實現更好的強度和同心性,而大多數製造商就不會將兩個組件掛在一起而無法完成。
要向我們發送您的規格或配置零件,請請求自定義報價。

定製微扣式示例

優質時尚眼鏡的製造商尋求一種將品牌和功能納入其產品緊固件的方法。
他們需要一個明確定義的徽標,該徽標也將充當驅動器,以在.1090英寸的螺釘頭上設計。MW以四種方式提供了最佳解決方案:
- 品牌保護的徽標集成
- 品牌緊固件頭的驅動功能
- 多功能工具包,以減少未來的交貨時間和成本
- 通過冷標準提高了零件強度和質量
關鍵公差:
- 螺釘頭上的清除徽標
- 頭直徑為.1090“±.0020”
- 完全形成,免費搭配#0-80線程
- 具有足夠強度的材料,可以使用緊固件作為駕駛員
獨特的好處:
- 品牌識別
- 多功能工具減少未來的交貨時間和成本
- 工作硬化增強了組件耐用性和產品生命周期
- 100%淨形 - 沒有材料廢料
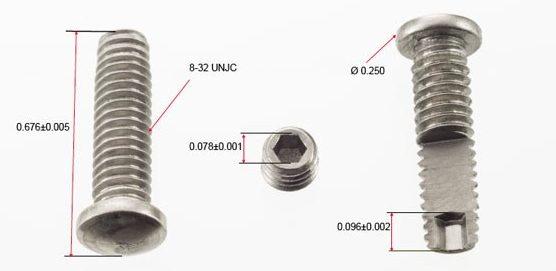
這是機身閂鎖的緊固件涉及三個不同的幾何挑戰:凸頭,反向六角擠出和向後擠出的滾動線。
我們通過冷形成創建了凸頭和十六進製的反向擠壓。由於冷形成過程,反向擠出產生的十六進製產生了比其他方法所能實現的更強的部分,例如加工可能會大大削弱該零件。MW設置了一個輔助過程,可以在不折疊六角形腔的情況下將零件進行螺紋滾動。
材料:Incoloy A-286
製造方法:
- 冷門
- 擠壓
- 反向擠壓
- 退火
- 滾動形成
關鍵公差:
- 插圖十六進製的深度和同心性
- 頭高和半徑
- 8-32線到AS8879,UNJC-3A
優點:
- 100%淨形 - 沒有材料廢料
- 從頭到頭界麵工作硬化
- 根據AS8879的工作硬線
- 最終拉伸處於130,000ksi,來自85,000 ksi的原始材料拉伸
- 無機械次級操作的毛刺和無銀色條件
- 高吞吐量的高成本替代機加工

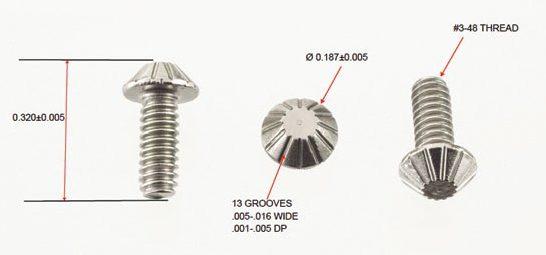
利用:高製動組件中的連接器組件 - 自動。
材料:黃銅合金CDA 260-無鉛黃銅。
製造方法:
- 多-DIE冷
值得注意的功能:
- CDA 260黃銅(無鉛)有助於減少組裝設備中的鉛含量
- 十六進製的主要OD包含對準ID
- 擠出的小OD
優點:
- 材料浪費很少:沒有鉛。
- 生產速度很高,可用於低生產成本。比加工快得多。
- 所有直徑的同心性都接近完美:tir。.002“。
- 表麵表麵光滑。不存在加工標記/螺旋/夾雜物。
- 完全幹淨的對抗。沒有(加工)broach的碎屑(通常在加工時在交叉ID的底部找到)。

材料:CDA 102銅(無氧高電導率銅)。
製造方法:
- 從盤繞的圓形銅線上的MW專有標頭機冷卻
值得注意的功能:
- 雙頭配置
- 圓錐形尖端附著表麵
- 非常小 - 微型尺寸
優點:
- 生產速度很高,可用於低生產成本。
- 雙頭功能提供了一個鎖定功能,可容納模製塑料和長長的泄漏路徑,可保護模具免受安裝表麵泄漏的水分。
- 具有精確尖端表麵的圓錐形形狀為懸掛模具提供了精確的目標。

材料:CDA 102銅(無氧;高電導率銅)
製造方法:
- 所有直徑以及在多站冷頭機中形成的矩形尖端
- 螺紋OD在自動,料鬥喂養的滾動機中形成。
值得注意的功能:
- 矩形尖端
- 尖銳的外部直徑
- 平滑頂部表麵(RMS 32及更好),帶有零空隙或夾雜物或褶皺
優點:
- 材料廢物最小。該零件由銅圓線形成。
- 矩形尖端從銅毛坯無加工(無廢物)或次級使用中擠出。
- 生產速度很高,可用於低生產成本。

製造方法:
- 由盤繞線.101“直徑產生。
- 由冷形成製造完整,在幻燈片機上不需要輔助過程
- 工具設計和內部建造。
值得注意的功能:
- 高溫電導率高,同時抵抗高溫(或高輻射)的熱軟化
- 在高溫下保持力量
- 部分將冷頭的法蘭與扁平的區域結合在一起,以進行電線粘合
- 表麵飾麵優於32 RMS
- 無毛
優點:
- 沒有加工線或截止變形。
- 頭部部分用作插入電路板的停止,而扁平的區域是為電連接提供墊子(即:線鍵)。並入一件式設計。
MW與Fortune 500全球製藥服務負責人合作,設計和生產替換不鏽鋼插入螺絲符合以下目標:
- 改善調整控製
- 緩解汙染
- 增加組件部分幾何和公差
- 每年提供超過100,000,000件
材料:302HQ不鏽鋼
製造方法:
- 冷門
- 鐓
- 微螺紋
- 專有線和同心檢測係統
優點:
- 100%淨形 - 沒有材料廢料
- 六西格瑪內部控件
- 工作硬化增強了組件耐用性和產品生命周期
- 無汙染的製造單元

材料:CDA 260黃銅(無鉛黃銅)
製造方法:
- 多-DIE冷
- 作為專有設計和建造的冷形工具的完整部分製造
值得注意的功能:
- 兩端的對稱(相同)接觸點
- 精確的形狀到彈簧的頭插頭部分
優點:
- 由無需加工的電線形成
- 生產速度很高,允許低生產成本,並且比加工或轉動更快。

材料:CDA 102銅(高電導率和無氧銅)
製造方法:
- 多-DIE冷
值得注意的功能:
- 按鈕兩側的著名反孔功能
- C孔上的壁厚約為。.005“厚(.125毫米)
優點:
- 材料廢物最小。
- 冷的形成消除了螺旋加工線的存在或在抽水管中繪製線。
- 生產速度很高,允許低生產成本,並且比加工或轉動更快。
- 無毛
- 非常小的部分,精確的功能廉價

材料:CDA 102無氧銅/高電導率
製造方法:
- 多-DIE冷
- 作為專有設計和建造的冷形工具的完整部分製造
值得注意的功能:
- 微小凹痕(.010“,.3mm)在次要OD上
- 基座邊緣的尖角
優點:
- 由電線形成而無需加工
- 生產速度很高,可用於低生產成本。比加工或轉彎快得多。

材料:CDA 102無氧高電導率銅
製造方法:
- 由盤繞電線產生
- 完全由冷成型機器製造
- MW的工具設計和內部內部
值得注意的功能:
- 表麵飾麵優於32 rmw
- 主要OD對小OD的同心性是.001“ TIR。
- 無毛
- 從主要OD到次要OD的大幅減少。
優點:
- 沒有加工線或截止變形。
- 這種一件式設計旨在取代通常的兩件式懸掛/焊接組件,通常是一個零件,因為這將通過將較小的直徑端子引入較大的OD來製造。
- 因此,這種設計消除了焊接組件,並用單件式零件代替。
- 接近終端的幾乎同心性導致主要OD。
- 非常好的導熱和電導率,因為該部分沒有或焊接。
有問題嗎?
有有關小型金屬零件製造的疑問嗎?今天與我們的專家交談,讓我們幫助您找出最佳解決方案。







