微電子元件

定製生產
定製微型電子部件
在WM,我們定期通過設計改進和增值工程支持提高客戶的競爭力和盈利能力。例如,我們設計了微型散熱器,將二極管散熱器與安裝表麵相結合,或將LED反射器與散熱器相結合,以及將晶體管散熱器與基座相結合。另一個例子是同時使用終端和反射器的電子引腳。除了我們的主題專家團隊外,我們還提供可選的工具、原型和設計支持。
發送給我們您的規格或配置的部分,請求自定義報價。

定製微型電子解決方案的例子

材料:CDA 102銅。
生產方法:
- 冷成形,多模成形工藝。
顯著的特點:
- 在寬直徑外徑上非常薄/平坦的形狀。
- 兩邊的錐形邊緣(完全對稱)合並成一個尖點。
- 圓形模具安裝特點(雙方位於中心位置)是光滑的,沒有金屬折疊或凹坑妨礙模具和銅散熱器表麵之間的接觸麵。
- 表麵光潔度好。沒有加工痕跡或切割乳頭加工痕跡。
優點:
- 通過冷成形這種大批量零件的生產運行速度比機加工過程快許多倍,從而降低了總體成本。
- 廢料是不存在的。相互競爭的衝壓工藝需要從廢鋼框架(即比零件本身大得多的銅片)中鑄造這個零件,從而造成浪費。
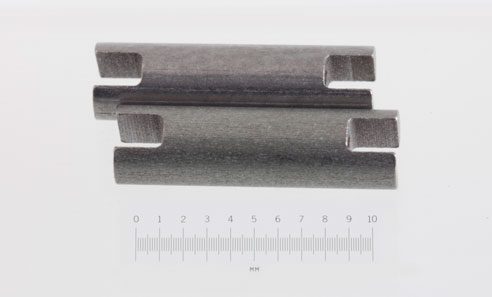
材料:52合金符合ASTM f-30(鎳/鐵合金-玻璃到金屬密封質量)。
生產方法:
- 在滑軌機上形成,二次用於鋼絲粘合表麵處理。
顯著的特點:
- 兩端有兩個(相同的)凹槽。
- 極高的表麵光潔度。沒有加工線或加工乳頭出現在任何一端的缺口部分。
- 密封麵有很好的表麵光潔度。無泄漏路徑。
優點:
- 表麵光滑,具有良好的密封特性。沒有加工痕跡/螺旋/夾雜物。

材料:CDA 102銅(無氧;高導電性銅)。
生產方法:
- 在多工位冷鐓機中形成全直徑加矩形尖端。
- 滾絲-螺紋外徑自動成形,料鬥送料
顯著的特點:
- 矩形的小費。
- 尖角外頭直徑。
- 頂部表麵光滑(RMS 32及以上),釺焊表麵無空洞、夾雜物或褶皺。
優點:
- 材料浪費極少。該部件由銅圓線製成。
- 矩形尖端從銅氈中擠出-不加工(無浪費)或二次使用。
- 生產速度快,生產成本低。

材料:CDA 102銅(無氧高導電銅)。
生產方法:
- 在多工位冷鐓設備上生產-完成/完全下機。
- 不需要輔助進程。
- 內部設計的工具。
- 內部構建的工具。
顯著的特點:
- 從上到下,杯子包含三個內徑,兩線鍵合墊,兩個外徑,以及許多不同的壁厚,在整個環的形態變化(見橫截麵)。不需要草稿。
- 鋼絲鍵合墊非常光滑,具有高度拋光(杜撰)表麵光潔度。
- 在零件的發展過程中沒有褶皺。褶皺是現場電鍍失效和分離的原因。
- Burrless。
優點:
- 成本。冷成形這個大容量的部分是遠遠更有效的嚐試機器這個形狀。生產速度超過每分鍾80個零件,在關鍵的表麵光潔度特征(如:線鍵合焊盤)上的廢料和刀具磨損最小。
- 在拉深工序中,不容易達到壁厚的變化。
- 該零件的過程已通過計算機模擬,以便在其製造過程中不包含任何金屬褶皺。金屬褶皺會困住油和/或其他碎屑,這些碎屑會滲出鍍層,並可能在以後產生氧化點。

材料:CDA 102無氧銅/高導電性。
生產方法:
- 多模冷成形。
- 在專有設計和建造的冷成型模具上作為一個完整的部件製造。
顯著的特點:
- 用於模具安裝表麵的矩形底座。
- 底座下方有大散熱片。
優點:
- 由金屬絲製成的,沒有廢料。
- 生產速度快,生產成本低。比機械加工或磨削快得多。
- 底座區域與模具安裝麵(凸起底座中間的平麵)隔離。
- 模具安裝的光滑區域。
- 矩形特征是便宜的冷成形比加工更有效。

材料:CDA 102無氧銅/高導電性。
生產方法:
- 冷成形,多模成形工藝。
- 在專有設計和建造的冷成型模具上作為一個完整的部件製造。
顯著的特點:
- 精確的滾花OD杯壓配合應用到交流發電機橋。
- 擋圈在內壁內徑上。
- 底部邊緣/牆內的護城河非常薄。
優點:
- 由金屬絲製成的,沒有廢料。
- 生產速度快,生產成本低。比機械加工或磨削快得多。
- 保留功能保持緊密的成型塑料。
- 護城河區域隔離模具安裝表麵(在杯子中間的平坦表麵)從插入力時,將設備壓入交流發電機橋。
- 模具安裝的光滑區域。

材料:4047鋁。
生產方法:
- 冷成形,多模成形工藝。
顯著的特點:
- .125" (3.17mm)直徑杯形,不同的壁厚。
- 杯形是由精確的(6度)向外耀斑形成的。
- 底座形狀融入杯的內底。
- 罕見的冷鐓可焊鋁成複雜形態。
優點:
- 材料浪費極少。
- 零件由小直徑材料成形,形成外徑特征。
- 不需要去除材料;scrapless。機械加工方法需要從直徑超過1/8英寸的大棒材開始,然後進行重材料去除。產生了大量的廢料。
- 衝壓/拉深會產生廢料並增加成本。
- 冷鐓的優點是可以在整個零件的形態中改變壁的厚度(即:橫截麵可以改變厚度,即:杯的側壁可以薄,底部可以厚,並且可以在杯底部的頂部形成像底座這樣的特征)。
- 在此成形過程中,沒有出現截斷奶頭的問題。
- 表麵光潔度非常好。不需要特殊的整理來產生高光潔度。完成工作的是工具。
- 杯壁的頂部表麵精確地平整到千分之一以內。這在衝壓/拉深過程中可能會有問題——在冷成形方法中沒有經曆過。
- 生產速度非常快,允許低生產成本,特別是在較高數量的零件。

材料:CDA 102無氧銅/高導電性。
生產方法:
- 冷成形,多模成形工藝。
- 在專有設計和建造的冷成型模具上作為一個完整的部件製造。
顯著的特點:
- 外徑和底座為方形。
- 底座邊緣有尖角。
- 非常薄的形態-通常不常見的冷成形技術。
優點:
- 由金屬絲形成的。無廢環,無載重帶。
- 生產速度快,生產成本低。比機械加工或磨削快得多。
- 每一側的底座都支持模具。表麵光潔度是光滑的模具附著。
- 方形的形狀使裝配客戶以及終端客戶更容易處理。

材料:雙金屬線:52合金(鎳鐵膨脹合金符合ASTM F30),銅芯穿過線直徑的中間。
生產方法:
- 在滑梯機上形成的。
顯著的特點:
- 需要銅芯來提高終端的導電性。鎳/鐵合金將作為膨脹合金用於密封目的,小銅芯將提供更高的電流能力。
- 一端的球形半徑。
- 另一端是可粘合的金屬絲。
優點:
- 由金屬絲製成的,沒有廢料。
- 平麵是非常均勻的,並呈現出一個特殊的鋼絲鍵合表麵。表麵光潔度將是鎳/鐵表麵以及銅表麵的整體,而不會顯示出兩種金屬之間的任何分離。
- 公寓盡頭的角(或邊緣)斷裂的最大半徑為。001”。適合在該特性的邊緣附近進行線連接,這為連接提供了一個大目標。
- 球型的一端很好。無加工線。

材料:CDA 102銅(無氧;高導電性銅)。
生產方法:
- 鑄造和修整c型彎:在滑梯機上。
- 完成這台機器。
顯著的特點:
- 鑄造區域形成一個精確的c型彎。
- 平台上有一大塊用於釺焊的鑄造區。
- 頭部表麵光滑(有效值32及以上);釺焊表麵無空洞、夾雜物或褶皺。
- c型彎下麵的平坦部分。
優點:
- 材料浪費極少。該部件由銅圓線製成。
- C-Bend部分為模具附件提供了一個釺焊平台,C-Curve提供了提供應力緩解。
- 這種大批量的產品生產速度快,生產成本低。
- 當被塑料包裹時,C-Bend下麵的平坦區域需要抗旋轉穩定性。
- 電流容量高,由於.100\" (2.5mm)直徑的電線。
- 這件作品是由。
材料:CDA 102銅。
生產方法:
- 冷成形,多模成形工藝。
顯著的特點:
- 凸起的底座呈錐形金字塔狀。
- 偏心缺口和偏心穿孔。
- 非常薄,扁平,冰球結構。
- 表麵光潔度好。沒有加工痕跡或刀具加工痕跡。
優點:
- 成本。通過冷成形該零件的生產運行速度比機加工工藝快許多倍,從而降低了總體成本。
- 銅的密度通常比MIM工藝高。
- 這個組件是由鍛造的銅線製成的,而不是粉末形式的銅。
- 良好的散熱,強度和可焊性/電鍍特性。
- 該組件是一個很好的例子,顯示了一些非徑向對稱的特征,通常認為不可能使用冷成形方法。

材料:CDA 102無氧銅/高導電性。
生產方法:
- 冷成形,多模成形工藝。
- 在專有設計和建造的冷成型模具上作為一個完整的部件製造。
顯著的特點:
- 機身兩端壁厚極薄。
- 一端在反孔內的凸起底座。
- 低調。
優點:
- 由金屬絲製成的,沒有廢料。
- 生產速度快,生產成本低。比機械加工或磨削快得多。
- Counterbore功能提供內置的塑料環氧模具材料的容器,使整個部件由銅製成,增強散熱能力。
- 底座區域與模具安裝麵(凸起底座中間的平麵)隔離。
- 模具安裝的光滑區域。

材料:CDA 102無氧銅/高導電性。
生產方法:
- 冷成形,多模成形工藝。
- 在專有設計和建造的冷成型模具上作為一個完整的部件製造。
顯著的特點:
- 精密外徑杯+/- .0003"(。0077毫米)。
- 牆麵內徑上精確的反射麵。
- 內部護城河容納一個透鏡的光色散的LED。
優點:
- 由金屬絲製成的,沒有廢料。
- 生產速度快,生產成本低。比機械加工或磨削快得多。
- 外徑邊緣和反光護城河上的角鋒利/無毛刺。
- 模具安裝的光滑區域。

材料:CDA 102無氧銅/高導電性。
生產方法:
- 多模冷成形。在專有設計和建造的冷成型模具上作為一個完整的部件製造。
顯著的特點:
- 為了散熱,底部的壁厚要比側壁厚得多。
- 壁麵內徑上間歇保留倒刺。
優點:
- 由金屬絲製成的,沒有廢料。
- 生產速度快,生產成本低。比機械加工或磨削快得多。
- 保留功能保持緊密的成型塑料。
- 模具安裝的光滑區域。
- 由於填充設備所需的塑料量,杯子的形狀是深的。
有問題嗎?
對小金屬零件製造有疑問嗎?今天就與我們的專家交談,讓我們幫助您找到最佳解決方案。







