卷簧製造技術指南

螺旋彈簧公差
冷纏繞彈簧製造
由300多家主要冷纏繞彈簧製造商組成的彈簧製造商協會出版了一本手冊,內容為“壓縮、拉伸、扭轉和平麵彈簧的標準和設計”。本手冊可從您的彈簧製造商處獲得,強烈推薦作為實用公差指南,並涵蓋了彈簧術語、公式和冷成形彈簧的設計信息。
熱纏繞彈簧製造
ASTM-125是最新修訂的彈簧纏繞的製造和公差的公認標準。本規範涵蓋了外徑公差、自由高度、最大固體高度、裝載高度、垂直度等要點,以及定義和檢驗程序。
ASTM委員會由主要熱卷簧製造商的技術代表組成,認識到規範的更新以跟上技術的進步。
線圈彈簧應力修正
本指南中所示的壓縮和拉伸彈簧的常規應力公式給出了純扭轉的值。大多數彈簧用於壽命要求不超過10,000次的輕或中等使用場合。對於這種服務,忽略校正因素是普遍接受的做法。
對於預期壽命為100,000循環或更大的重載設備,必須考慮總應力。Wahl修正因子考慮了由鋼絲曲率和剪切引起的應力增加。通過將常規應力乘以適當的Wahl因子得到修正應力。
在大多數高溫試驗中,對不同的溫度和應力給出鬆弛數據,應力數字包括Wahl修正因子。
另一個應力修正因子,由H.C. Keysor顯示,涵蓋了由於偏心加載的應力增加,在短彈簧中最明顯。如果隻有2個主動線圈,則修正係數為1.23,但如果有4½主動線圈,則修正係數降至1.10以下。
公式(壓縮彈簧和拉伸彈簧)
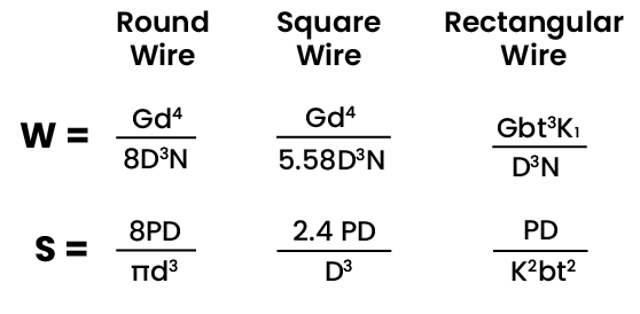
關鍵
W =壓縮率,磅/英寸。
S =未修正扭轉應力,PSI
G =扭轉模量(見表一、表二、表三)
D =線徑或平方尺寸,單位為。
關鍵
D =平均線圈直徑,in。
P =負載,磅
N =活動匝數
B =矩形線的長邊。
矩形金屬絲的短邊。
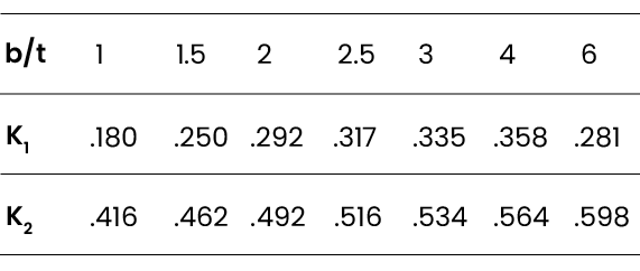
K1和K2 =常數(見上文)
公式(扭力彈簧)
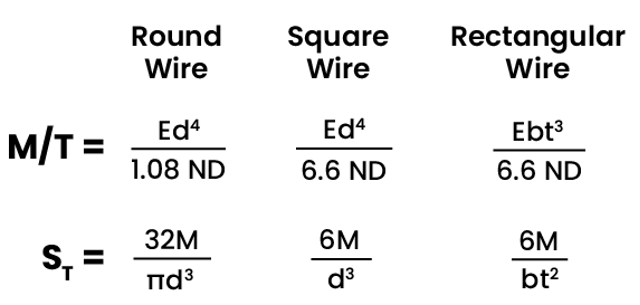
關鍵
M =力矩,英寸磅
M/T =轉矩率,或引起360°角偏轉的力矩,每360°偏轉英寸磅
B =寬度或軸向尺寸
Sₜ=張力應力,PSI
E =拉伸模量= 28,500熱繞碳鋼或低合金鋼彈簧或30,500,000冷繞碳鋼或低合金鋼彈簧
T =徑向尺寸厚度
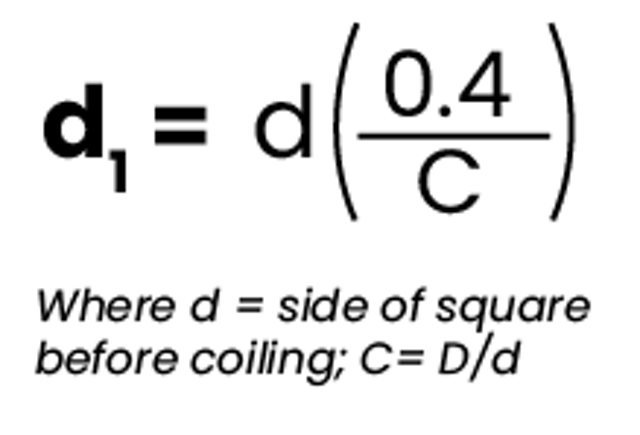
平方線信息。
平方線:盤繞變形產生了一個梯形形狀,沿內徑增加了尺寸,從而增加了固體高度。增加的側dl可以估計為:
其中d=正方形卷取前的邊;C = D / D
表麵保護
生鏽和環境點蝕會增加應力,可能會導致用其他可靠材料精心製造的最佳設計的彈簧早期失效。
如果成本和其他因素不利於耐腐蝕材料,則必須保護彈簧表麵,這是應力最大的區域。未經保護的噴丸噴丸鋼彈簧幾乎立即開始生鏽。保護從選擇正確的塗層開始。
粉末塗料通常是塗層的選擇,提供衝擊,磨損,鹽霧,濕度和耐化學性,滿足大多數客戶的要求。
環氧粉末塗料設計用於一般用途的室內使用和應用在最大的耐化學品和溶劑的要求。
tgic聚酯粉末塗料可替代需要PVC塗層的應用。除了堿和酮外,它們提供了優良的外觀耐久性和良好的耐大多數化學品和溶劑。
在DC Coil,我們有自己的內部粉末塗料能力,使tsic -聚酯塗料成為我們的首選。它提供了較低的成本和更快的周轉時間比其他塗料。
電鍍用鋅與.0002″到.0006″厚度是線圈保護較實用的方法之一。
機械清洗在電鍍前立即進行爆破,可以避免長時間的酸洗(必須避免)。
電鍍後控製應力消除減少氫脆的影響,氫脆是一個恒定的危險,特別是對油回火鋼絲。
電鍍冷纏繞彈簧油回火鉻釩或鉻矽絲是不可取的。化學鍍鎳是對環境有害的鎘的有效替代品。
浸繪畫用漆或搪瓷確保完全覆蓋是另一種實用的方法,特別是對大型彈簧。水基顏料現在可用於漆和琺琅的所有顏色。
當使用水性塗料時,可以使用烘烤來更快的幹燥時間和更好的附著力。這個過程通常涉及個人處理。由於這個原因,足夠小的彈簧桶鍍可以保護這種方式,以較低的成本。
氧化物或磷酸鹽塗層與補充油或油漆塗層都是有用的處理方法,特別是對油回火鉻釩或鉻矽線材彈簧。對於內部儲存的架子上有限的防鏽保護,可以使用保護油。
的使用板線如鍍鎘或鍍鋅鋼絲,適用於小尺寸的有限保護,用於延伸彈簧和無接地端壓縮彈簧。
熱浸鍍鋅對於成品彈簧通常是不實用的。隻有在大量生產證明非常嚴格控製的加工成本是合理的情況下,它才會成功。
塑料塗料例如聚氯乙烯和尼龍,可以通過流化床工藝以合理的成本應用於特別具有腐蝕性的應用。
屈曲
當壓縮彈簧的自由長度超過平均直徑的四倍時,在壓縮過程中可以注意到橫向撓曲或屈曲。
在外徑或內徑上進行引導和引導有助於糾正這個問題,盡管由於可能的評分和影響負載讀數,與支撐構件的摩擦可能令人反感。
對於兩端為平方和接地的彈簧,一端在板上,另一端在球上,當坐標在1號線的右側時,會發生令人反感的屈曲。
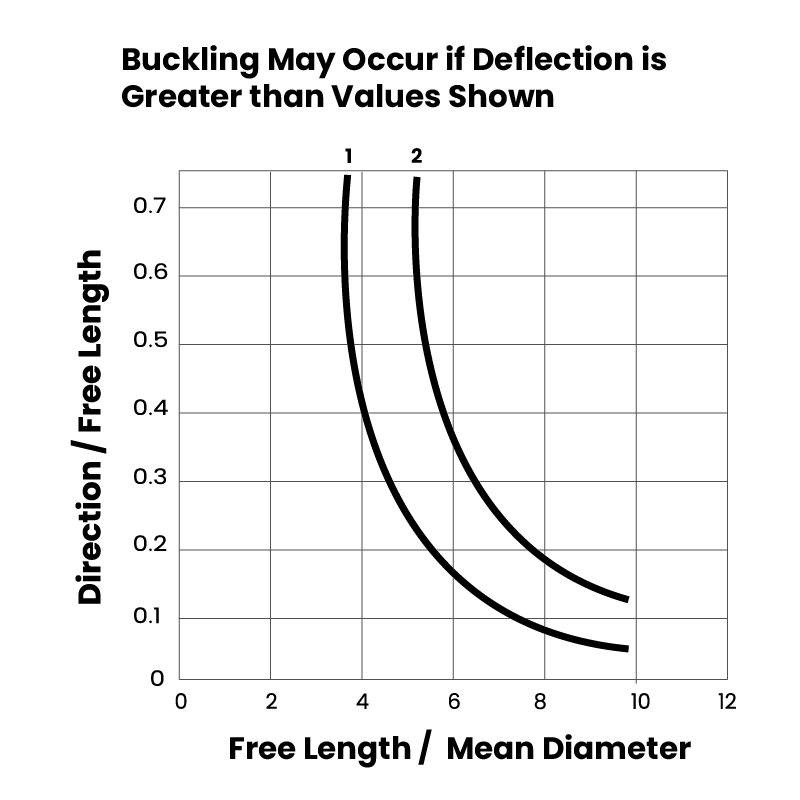
如在彈簧試驗機上,當兩端為方端和接地端的彈簧被壓在平行板之間時,2號線的右側會發生令人反感的屈曲。
如果可能,彈簧應該設計成線圈的末端(尖端末端)是180°分開。這是通過激活和非激活線圈的數量總是結束在半線圈(即,4.5激活和總共6.5)來實現的。
這允許均勻分布的彈簧材料,防止彈簧屈曲比上圖所示的更快。這種情況也有助於防止彈簧在負載下偏離方形。
固有頻率
彈簧的固有頻率應考慮在重型服務和快速循環涉及。如果彈簧的固有頻率過低,就會產生浪湧和線圈碰撞,外加應力。
彈簧的固有頻率最好至少為振動速度的13倍(每分鍾周期)。高速應用的樣品應該徹底測試,以避免現場過早失效。
彈簧固有頻率的計算公式為:
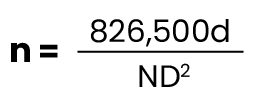
關鍵:
N =每分鍾彈簧在兩端之間振動的周期
D =線徑,in。
D =平均線圈直徑,in。
N =活動線圈數
請專家
您是在尋找關於特定應用程序的信息嗎?向MW專家尋求幫助。